1、型材彎曲變形區(qū)外壁厚度變薄;
2、型材彎曲變形區(qū)內(nèi)壁厚度增加并起皺;
3、橫截面形狀畸變;
4、回彈。
在拉彎工藝中,回彈是模具設(shè)計(jì)中需要考慮的重要因素。拉彎件的最終成形很大程度上受成形后回彈的影響。回彈主要表現(xiàn)為整體卸載回彈和修剪回彈。當(dāng)回彈超過(guò)允許值時(shí),將影響拉伸彎曲件的幾何精度。為了控制成形后彎曲半徑較大的零件的回彈,可采用拉彎成形工藝,使成形后的零件具有合理的校準(zhǔn)余量,減少人工校準(zhǔn)的工作量。如果零件回彈過(guò)大,則無(wú)法進(jìn)行手動(dòng)校準(zhǔn),導(dǎo)致零件報(bào)廢。因此,回彈是影響和制約拉彎模具和拉彎件成形的重要因素。

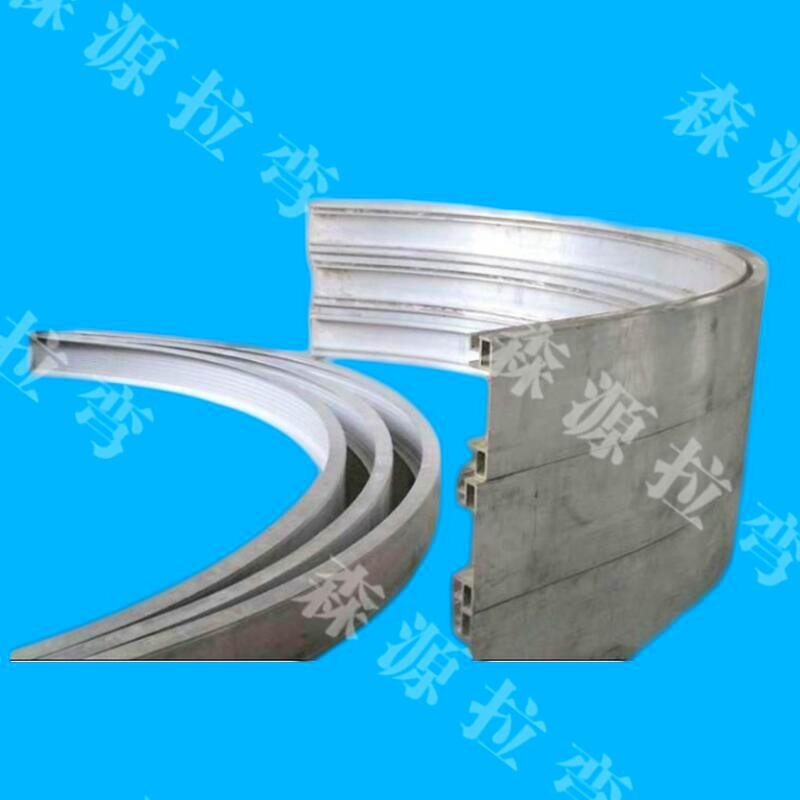
文章標(biāo)題:型材拉彎時(shí)應(yīng)注意的問(wèn)題
文章關(guān)鍵字: 型材拉彎時(shí)應(yīng)注意的問(wèn)題
 導(dǎo)軌拉彎
導(dǎo)軌拉彎
 工字鋼拉彎
工字鋼拉彎
 裝飾型材拉彎
裝飾型材拉彎